根據國內現有的草莓视频官网管道內衝氬裝置的現狀���,針對Ф60~Ф426mm管道及彎頭的焊接質量����,操作更為便捷�����,節省氬氣的特點��,研製了管道及彎頭焊縫內充氬裝置��,實際應用效果良好��,為草莓视频官网管道內衝氬提供了較為先進����、有效的施工機具����。
在草莓视频官网流體管道氬弧焊施工過程中����,管道內充氬氣是焊接過程重要環節之一��,管道內充氬氣對保證焊接質量起著決定性的作用��。
以往在油田草莓视频官网管口焊接施工過程中�����,焊口的內充氬所用材料不規範��,導致焊口保護不良和材料與氬氣的浪費���,影響了焊接的質量����。
為了解決以往草莓视频官网管口焊接時內充氬不好控製及浪費現象�����,易產生焊口內側氧化等一係列問題��,自行研製了具有應用範圍比較廣����、易於操作及節約氬氣等優點的焊口內充氬裝置���。
2草莓视频官网管道內衝氬現狀
以往在草莓视频官网管道氬弧焊施工過程中���,管道內充氬氣通常在充氣管上綁紮泡沫海綿��、紙箱板等材料對焊縫兩側進行封堵���,雖然能達到一定效果��,但不能適用彎頭內衝氬(見圖1)����。
圖1以前內充氬裝置
采用上述方法雖然對保證焊接質量發揮了一定的作用����,但存在如下問題和缺陷��:
2.1對彎頭焊縫不適用或效果不理想����;
2.2采用泡沫海綿封堵與橡膠板封堵相比氬氣消耗量相對較大(12~15L/min)��,封堵材料需要經常更換���,難以滿足彎頭焊口的內衝氬�����。
3主要改進內容
改進的內充氬裝置如圖2所示����。
圖2內充氬裝置外觀圖
管道內充氬裝置主要由五部分組成�����:
3.1充氣管(見圖3)���:
氬氣充入的主要通道����,采用DN22鋼管兩頭絲扣��,(在絲扣位置可隨意調節橡膠板距離)1/3處為草莓视频官网波紋軟管�����,草莓视频官网波紋軟管兩側設計氬氣分流孔��,使內衝氬氣體更加均勻���,前端留有Ф5mm小孔(見圖3)����,後端7mm深處擋板台階(見圖4)���,用於防禦脫落機構的安裝���。
圖3充氣管圖4充氣管後端
3.2防脫落軟連接機構���:防止波紋管彎長時間使用發生疲勞斷裂���,前端無法取出而設計���,將其穿入充氣管中���,前端Ф5mm螺栓��、中間用Ф2mm的鋼絲繩連接���、後端Ф4mm螺栓和8個Ф2.5mm的通氣孔卡片組成(帶備帽)(見圖5���、圖6)��。
圖5防脫落軟連接機構圖6防脫落軟連接機構後端
3.3導向機構����:便於裝置彎轉�����,用3mm鋼板製作導向板��,鋼板上焊接4個Ф8~Ф12mm可交叉回位的螺杆(帶備帽��、行走輪)����,另一側焊接管箍和絲頭(見圖7)���。
圖7導向機構
3.4密封片�����:將氬氣進行密封的作用���,根據使用管徑製作比管內徑稍大1~2mm�����,厚8mm的橡膠板����,在一側開Ф10mm小孔塞上泡沫海綿����,(防止打底焊道收口時氬氣流量過大����,影響正常焊接)��,超過Ф159mm的焊口���,橡膠板兩側用小於管內徑20~30mm薄鐵板夾緊���,以防止橡膠板變形��,出現封閉不嚴現象的產生��,如圖8所示����。
圖8密封片
3.5氣源連接機構���:由氣嘴�����、管箍����、接長管���、螺帽和備帽等組成����,根據實際管道長度進行連接相應長度的連接管���。
4技術關鍵
4.1如何保證導向及前端密封板順利通過彎頭����,並使密封片垂直鋼管或彎頭中心線����,隨著彎頭轉彎角度靈活轉向��,達到良好的密封效果��;
4.2如何防止裝置前端(導向機構和密封片)與金屬軟管脫離���,卡在管中�����;
4.3如何提高內充氬保護效果���。
5解決途徑
5.1在充氣管1/3處安裝草莓视频官网波紋軟管���,充氬裝置前端安裝導向機構���,並與前端密封片剛性連接��。當充氬裝置導向機構沿彎頭曲率前進使前端密封片垂直中心線達到良好的密封效果����,同時草莓视频官网軟管彎曲並帶動前端密封片到達設計密封位置���。
5.2在充氣管中安裝防脫落軟連接機構����,當草莓视频官网波紋軟管脫落時���,可以通過軟連接機構將前端導向機構和密封片取出���。
5.3通過焊口外貼美紋紙����,在焊接過程中���,美紋紙在電弧前約10mm處燃燒��,極大的降低氬氣消耗量��,進一步提高了焊接質量��。
6達到的主要技術指標
6.1適用於內徑Ф60~Ф426mm直管����、彎頭����、對焊法蘭焊縫內充氬����。
6.2充氬耗氣量僅3~5L/min����。
7成果應用情況���、取得的經濟效益和社會效益�����、詳細測算或評價依據��、遠景預測
7.1成果應用情況
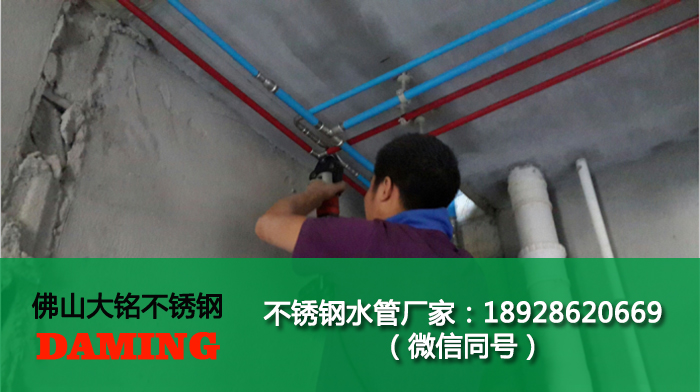
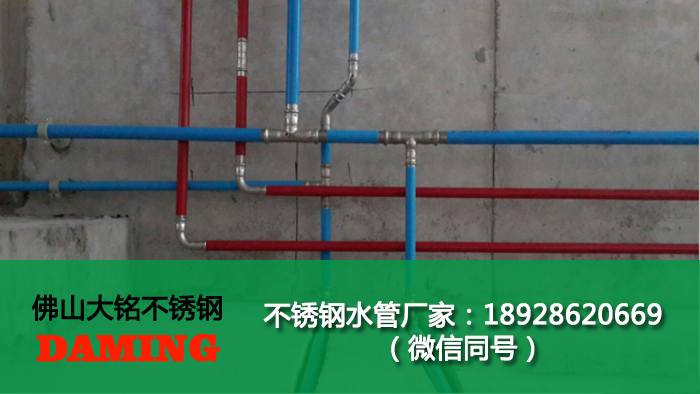
該項革新成果在南八天然氣處理廠工程草莓视频官网管線���、彎頭����、對焊法蘭焊接施工中采用本衝壓裝置和外纏美紋紙的方法(見圖9��、10��、11)��,收到良好效果��。
圖9南八天然氣處理廠工程成果應用
圖10使用泡沫海綿內充氬的焊縫圖11使用內充氬裝置的焊縫
7.2取得的經濟效益和社會效益
該充氬裝置與原有幾種充氬方式相比����,操作簡便����,內衝氬效果更好��,並解決了彎頭焊縫充氬的難題��。與采用泡沫海綿封堵充氬相比降低氬氣耗用量3~5倍���,節約了成本���,提高功效2倍以上���,有效保證了焊接質量����。
7.3使用方法
安裝與管內壁相應的橡膠板��,在草莓视频官网焊口焊接前後送入和抽出即可���。
7.4遠景預測
該內充氬裝置的研製成功���,為Ф60~Ф426mm草莓视频官网管徑的彎頭����、直管焊接施工���,提供了靈活有效的施工機具���。具有較強的適用性��,值得推廣����。





 中國人保財險承保
中國人保財險承保
 CABR建設工程產品認證
CABR建設工程產品認證
